Чернение металла востребовано в различных сферах производства, однако чаще всего используется для декоративных целей в ювелирном деле и различных ремеслах.
Оцинковка металла является наиболее простым и дешевым способом его защиты от образования ржавчины. Наиболее популярным является метод горячей оцинковки.
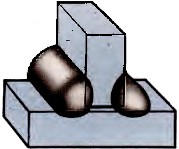
Сварка угловых и тавровых соединений в нижнем положении производится так, что одна плоскость свариваемого изделия горизонтальна,
а другая вертикальна, и шов накладывается в прямой угол между этими поверхностями.
Наибольшую опасность при сварке угловых швов представляет возможность непровара одной из сторон, а также иепровар угла. Поэтому при сварке углового шва электрод располагают в плоскости, делящей угол пополам, и концу электрода сообщают поперечные колебательные движения для расплавления кромок.
Сварка угловых швов бывает однослойная и многослойная. Однослойная применяется для швов с катетом до 10 мм. Техника наложения углового шва заключается в следующем: дугу возбуждают на нижнем листе, отступив от вершины угла на 3—4 мм больше, чем величина катета шва, затем дугу ведут от точки А к вершине угла, в точку В, где ее несколько задерживают для лучшего проплавления вершины угла; далее дугу поднимают на высоту, равную катету шва по вертикальной стенке (а при многослойной сварке — на высоту, равную катету первого слоя шва), и по ней передвигают назад на некоторую величину.
После этого дугу несколько быстрее, чем при подъеме, опускают на горизонтальный нижний лист и доводят на нем толщину шва на величину катета. Отсюда по нижнему листу дугу передвигают вперед до границы кратера и по ней направляют в вершину угла, снова задерживая дугу на некоторое время для лучшего проплавления вершины; затем поднимают вверх, возвращают назад на ту же величину а, спускают вниз и повторяют весь процесс в прежнем порядке. Ни в коем случае нельзя начинать сварку в точке В или С, так как в этом случае расплавленный металл с электрода наплывет на не расплавленный еще основной металл нижнего листа и перекроет вершину угла, из-за чего и получится непровар, опасный тем, что его можно обнаружить, только сломав шов.
По степени усиления швы делят на нормальные, усиленные и ослабленные. Нормальными швами называют такие, у которых поверхность прямая или немного выпуклая. Швы, у которых поверхность выпуклая, называются усиленными. Швы, имеющие вогнутую поверхность, называют ослабленными.
При сварке толстопокрытыми электродами или на повышенных токах образуется большая ванна расплавленного металла, вследствие чего накладывание угловых швов обычным способом затруднительно, так как при этом большая часть расплавленного металла стекает на горизонтальную поверхность и шов получается неправильного сечения. Во избежание этого рекомендуется свариваемое изделие располагать так, чтобы обе поверхности были наклонены к горизонту под углом 45° — так называемая сварка «в лодочку». Величина катетов угловых швов колеблется от 5 до 25 мм
Часто во время осуществления сварки или пайки металлов и их сплавов возникают неожиданные проблемы. О многих из них мы и поговорим в разделе «вопросы и
ответы»
Эмалирование металлов – технология, которая позволяет наносить на поверхность изделий из стали специальный защитный слой, отличающийся великолепными эстетическими
свойствами.










 Сварка угловых и тавровых соединений в нижнем положении производится так, что одна плоскость свариваемого изделия горизонтальна,
а другая вертикальна, и шов накладывается в прямой угол между этими поверхностями.
Сварка угловых и тавровых соединений в нижнем положении производится так, что одна плоскость свариваемого изделия горизонтальна,
а другая вертикальна, и шов накладывается в прямой угол между этими поверхностями.



